




ワイヤーカット加工なら東将精工|東京

ワイヤーカット加工は、電気を流すことができる金属であれば、焼入後の硬い鋼材でも、精度の高い加工が可能です。
薄物であれば、重ねて加工することにより、短時間で加工することもできます。
■ ワイヤー放電加工機のストローク:
(X600×Y400×Z270)
(X600×Y400×Z260)
(X350×Y250×Z220)
※弊社で対応できないサイズの場合、協力企業とのネットワークにて対応可能な場合もあります。
先ずはお気軽にお問い合わせください。
ワイヤーカット加工とは
ワイヤーカット加工は、ワイヤー放電加工とも呼び、ワイヤー線と工作物の間に放電を生じさせ、切断や穴あけを行う、ワイヤー放電加工専用機による工作法になります。
絶縁性のある加工液の中で、直径φ0.2mm程度のワイヤー線を電極として、加工される板状の工作物との間に微小なアーク放電を繰り返し行い、放電時に発生する熱エネルギーにより、材料の溶融・除去が徐々に進行していきます。
電極になるワイヤー線は、ボビンに巻かれた状態で供給されており、ワイヤー放電加工機の上下に設置されたワイヤーガイドと呼ばれる穴の中に、テンション(張力)を掛けてワイヤー線を通し、加工の進行にあわせて、順次送り出されます。
工作物は、X軸方向-Y軸方向に移動するテーブルに設置し、放電による材料除去の速さに合わせて、目的の形状になるようにプログラムした通り、各軸を同時に数値制御しながら、糸鋸のように切り出します。
電気が流れる金属であれば、(原則)硬さに関係なく加工が可能で、焼入後の鋼材、焼結後の超硬合金、インコネルなどの難削材なども、容易に加工できます。
ワイヤー線の細さは、(弊社では)直径φ0.2mmの真鍮線が標準であり、加工後の内コーナーRを最小0.1~0.15mm程度まで、抑えることが出来ます。
底の無い形状の加工に対応し、材料の厚みはワイヤー放電加工機が対応可能なサイズまでとなりますが、深さのある異形状の穴や、外側面の複雑な面の加工など、ワイヤー放電加工機ならではの加工領域があります。
X軸-Y軸の位置制御と同時に、上部ワイヤーガイドの位置を制御することで、テーパ穴、傾斜面、ねじれた側面などの加工も、対応は可能です。
ワイヤーカットのメリット・デメリット
| メリット | デメリット |
|---|---|
|
|
ワイヤーカットとレーザー加工機の比較
| 比較項目 | ワイヤーカット | レーザー加工機 |
|---|---|---|
| 加工できる素材 | 導電性のある素材 | 板状のもの(3次元は丸物も可) |
| 加工の精度 | 高精度 | ±0.2mm程度 |
| 加工の速さ | 遅い | 速い |
| 加工可能な板厚 | 最大300mm程度 | 最大30mm程度 |
| 製品の熱変形 | ほぼ無 | 有 |
ワイヤーカット加工製品サンプル
-

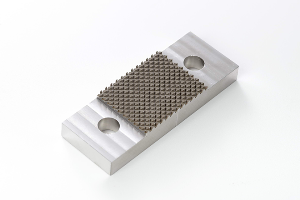
材質 アルミニウム 加工方法 ワイヤーカット 寸法 310×100×47 -

材質 アルミニウム 加工方法 ワイヤーカット
マシニングセンタ寸法 190×50×15 -

材質 炭素鋼(黒染処理) 加工方法 マシニングセンタ
ワイヤーカット寸法 40×35×200 -

材質 炭素鋼 加工方法 ワイヤーカット 寸法 220×115×12 -

材質 炭素鋼(ブラスト仕上) 加工方法 NC旋盤
ワイヤーカット寸法 φ85×15 -
材質 ステンレス 加工方法 ワイヤーカット
フライス寸法 54×20×8 -
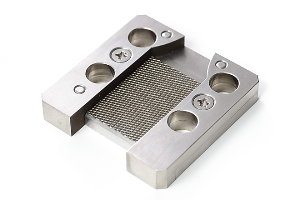
材質 ステンレス 加工方法 ワイヤーカット
マシニングセンタ寸法 46×45×8 -

材質 ステンレス(ブラスト仕上) 加工方法 ワイヤーカット
マシニングセンタ寸法 
材質 炭素鋼 加工方法 マシニングセンタ
ワイヤーカット寸法 58×32×45 
材質 炭素鋼 加工方法 NC旋盤
ワイヤーカット
マシニングセンタ寸法 Φ35×75 
材質 炭素鋼(焼入処理) 加工方法 NC旋盤
ワイヤーカット寸法 30×158 
材質 炭素鋼 加工方法 NC旋盤
マシニングセンタ
ワイヤーカット寸法 32×96 
材質 ステンレス(溶接品) 加工方法 NC旋盤
マシニングセンタ
ワイヤーカット
寸法 φ95×155